




Produktberatung
Ihre E-Mail-Adresse wird nicht veröffentlicht. Erforderliche Felder sind markiert *


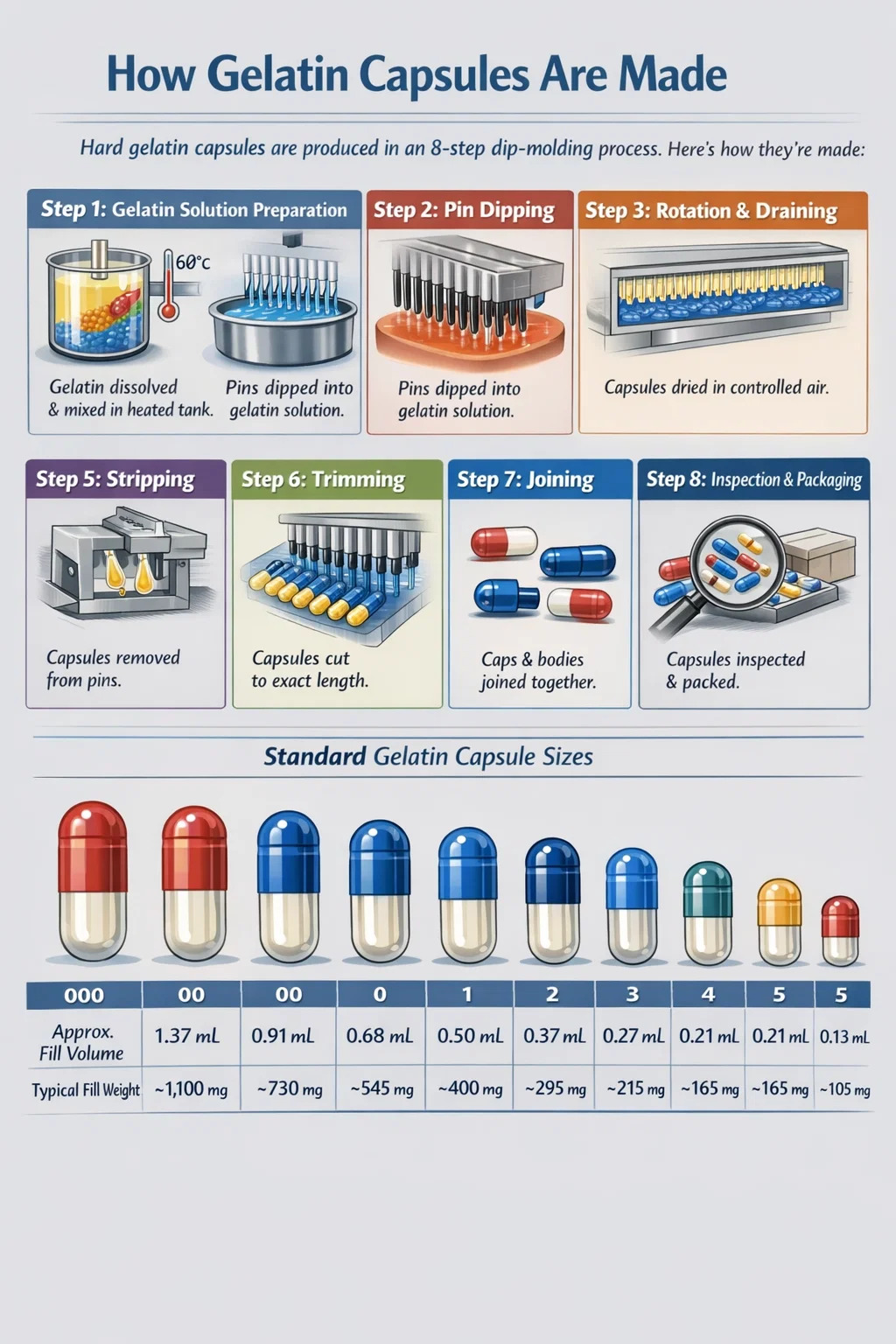
Kapseln – insbesondere Gelatineekapseln – werden durch ein Tauchformverfahren hergestellt, bei dem präzisionsgefertigte Edelstahlstifte in eine temperaturkontrollierte Gelatinelösung getaucht, herausgezogen, getrocknet, abgezogen, zugeschnitten und zusammengefügt werden, um die fertige Hülle zu bilden. Dieser Prozess gilt für Hartgelatinekapseln (HGC) , die etwa 70–75 % aller weltweit produzierten Kapseln ausmachen. Weiche Gelatinekapseln (Softgels) basieren auf einer anderen Rotationsform-Verkapselungsmethode, bei der die Hülle und das Füllmaterial gleichzeitig geformt werden.
Der gesamte Herstellungszyklus für Hartgelatinekapseln – vom Eintauchen in die Nadel bis zur fertigen Hülle – dauert normalerweise 45 bis 50 Minuten pro Chargenzyklus auf einer modernen automatisierten Linie mit einer einzigen Produktionsmaschine, die über 1 Million Kapselhüllen pro Stunde produzieren kann. Das Verständnis dieses Prozesses ist für Pharmahersteller, Nutraceutical-Marken, Compounding-Apotheken und alle, die Kapselmaterialien beschaffen oder bewerten, von entscheidender Bedeutung.
Eine Gelatinekapsel ist eine Hülle, die hauptsächlich aus Gelatine besteht – einem Protein, das aus der teilweisen Hydrolyse von Kollagen aus tierischen Knochen, Häuten und Bindegeweben, am häufigsten von Rindern oder Schweinen, stammt. Die Hülle löst sich im Magensaft auf 3 bis 10 Minuten und gibt seinen Inhalt effizient an das Verdauungssystem ab.
Gelatinekapseln dominieren den Pharma- und Nahrungsergänzungsmittelmarkt aus mehreren messbaren Gründen:
In der kommerziellen Produktion gibt es hauptsächlich zwei Arten von Gelatinekapseln: Hartgelatinekapseln und Weichgelatinekapseln. Ihre Herstellungsprozesse unterscheiden sich grundlegend, und ihre Anwendungen spiegeln diese Unterschiede wider.
Vor der Untersuchung des Produktionsprozesses ist es notwendig, die Eingangsmaterialien zu verstehen, die direkt die Schalenqualität, die Auflösungsleistung und die Einhaltung gesetzlicher Vorschriften bestimmen.
Gelatine in pharmazeutischer Qualität, die bei der Kapselproduktion verwendet wird, muss den Spezifikationen der United States Pharmacopeia (USP), der European Pharmacopoeia (Ph. Eur.) und der Japanese Pharmacopoeia (JP) entsprechen. Zu den wichtigsten Qualitätsparametern gehören:
Reine Gelatineschalen wären für die praktische Handhabung zu spröde. Zur Erhöhung der Flexibilität werden Weichmacher zugesetzt. Bei Hartkapseln wird der Weichmachergehalt minimal gehalten (unter 1–2 %). Bei Weichgelatinekapseln ist die Weichmacherkonzentration typischerweise viel höher 20–30 % der Schalenformulierung . Der häufigste Weichmacher ist Glycerin, bei feuchtigkeitsempfindlichen Anwendungen kommt Sorbit zum Einsatz.
Titandioxid wird als Trübungsmittel verwendet, um die Lichtschädigung lichtempfindlicher Füllmaterialien zu verhindern. Zugelassene Farbstoffe (FD&C-Farbstoffe, Eisenoxide, natürliche Pigmente wie Annatto oder Karmin) werden vor dem Eintauchen in die Gelatinelösung eingearbeitet. Eine einzelne Kapselhülle kann enthalten 0,01 % bis 2 % w/w Titandioxid Abhängig von der erforderlichen Deckkraftstufe.
Gereinigtes Wasser (gemäß USP- oder Ph. Eur.-Standards) ist das primäre Lösungsmittel für die Gelatineauflösung. Die beim Eintauchen verwendete Gelatinelösung enthält typischerweise: 30–40 Gew.-% Gelatinefeststoffe, gelöst in Wasser , gehalten bei 50–60 °C, um die Lösung auf der zum Eintauchen geeigneten Viskosität zu halten.
Einige Hersteller fügen der Gelatinemasse niedrig konzentrierte antimikrobielle Konservierungsmittel wie Schwefeldioxid (SO₂) hinzu, um eine mikrobielle Kontamination während der Verarbeitung zu verhindern. Der zulässige Gehalt in fertiger Gelatine beträgt normalerweise nicht mehr als 50 mg/kg pro Ph. Eur. Spezifikationen.
Die Herstellung von Hartgelatinekapselhüllen folgt einer streng kontrollierten Abfolge von Schritten. Jede Phase findet in einem speziellen Abschnitt einer automatischen Kapselherstellungsmaschine statt (wie sie beispielsweise von Capsugel, ACG oder Qualicaps hergestellt wird). Hier ist eine detaillierte Aufschlüsselung der einzelnen Phasen:
Gelatinegranulat in pharmazeutischer Qualität wird abgewogen und in einem ummantelten Mischgefäß mit kontrollierter Erwärmung in gereinigtem Wasser aufgelöst. Die Lösung wird gebracht 60–70°C Unter ständigem Rühren 2–4 Stunden lang rühren, bis eine vollständige Homogenität entsteht. In dieser Phase werden Farbstoffe, Trübungsmittel und etwaige Hilfsstoffe hinzugefügt. Die fertige Lösung wird unter Vakuum entgast, um Luftblasen zu entfernen, die andernfalls Nadellöcher in der fertigen Schale erzeugen würden. Die Lösung wird dann in einen Vorratstank überführt, wo die Temperatur konstant gehalten wird 50–55°C um vorzeitiges Gelieren zu verhindern und gleichzeitig die richtige Viskosität zum Eintauchen beizubehalten.
Der Kern der Hartkapselherstellung ist das Tauchformverfahren. Edelstahl- oder Messingstifte – präzisionsgefertigt auf die exakten Abmessungen jeder Kapselgröße (Größe 000 bis Größe 5, mit entsprechenden Volumina von 1,37 ml bis hinunter zu 0,13 ml) – sind in Stäben angeordnet, die jeweils Hunderte von Stiften enthalten. Diese Stiftstangen werden zunächst gereinigt, inspiziert und mit einem Trennmittel (üblicherweise ein Formschmiermittel auf Basis von Cetrimid oder ähnlichen Mitteln) vorgeschmiert, um das Entfernen der Kapsel zu erleichtern.
Anschließend werden die Nadelstäbe in die temperierte Gelatinelösung getaucht. Das Tauchbecken wird bei gehalten 45–50°C um sicherzustellen, dass die Gelatine die Stifte gleichmäßig bedeckt. Körperstifte und Kappenstifte werden separat eingetaucht, da sie leicht unterschiedliche Abmessungen haben – die Kappe hat einen geringfügig größeren Durchmesser, damit der Körper beim Fügen hineingleiten und verriegeln kann. Eintauchtiefe und Rückzugsgeschwindigkeit werden präzise gesteuert, um eine gleichmäßige Schalenwandstärke von zu erreichen 0,09 bis 0,12 mm .
Unmittelbar nach dem Eintauchen werden die Stiftstangen umgedreht und langsam gedreht. Diese Rotation sorgt für eine gleichmäßige Verteilung des Gelatinefilms über die gesamte Stiftoberfläche und verhindert so eine Ansammlung an der Spitze. Während dieser Phase läuft überschüssige Gelatine zurück in das Tauchbecken, wodurch Materialverschwendung reduziert wird.
Die beschichteten Stifte durchlaufen eine Reihe von Trockenöfen, in denen klimatisierte Luft mit genau kontrollierter Temperatur und Luftfeuchtigkeit über den Gelatinefilm geleitet wird. Typische Trocknungsbedingungen sind 20–25 °C mit einer relativen Luftfeuchtigkeit zwischen 30–45 % . Zu schnelles Trocknen führt zur Rissbildung; Bei unzureichender Trocknung bleiben die Schalen weich und klebrig. Der Trockentunnel einer modernen automatisierten Maschine kann sein 30 bis 50 Meter effektive Länge , mit mehreren Temperatur- und Feuchtigkeitszonen, um eine allmähliche, gleichmäßige Trocknung zu erreichen. Diese Phase dauert normalerweise 30–40 Minuten der gesamten Tunnelverweilzeit.
Sobald es auf den richtigen Feuchtigkeitsgehalt getrocknet ist (normalerweise 13–16 % w/w In diesem Stadium werden die halbstarren Gelatineschalen mechanisch von den Stiften abgestreift, wobei Gummi-Abstreifbacken zum Einsatz kommen, die die Schale greifen und ohne Verformung abziehen. Dies ist ein entscheidender Schritt – Unregelmäßigkeiten der Stiftoberfläche oder unzureichende Schmierung führen an dieser Stelle zu Rissen oder Verformungen.
Die abisolierten Schalen haben ein unebenes offenes Ende (das Ende, das sich an der Spitze des Stifts befand). Präzisionsrotationsmesser schneiden jede Schale auf die exakt angegebene Länge. Die Ober- und Unterteillänge einer Hartgelatinekapsel ist standardmäßig definiert – beispielsweise hat eine Kapsel der Größe 0 eine Unterteillänge von 18,0 mm und einer Kappenlänge von 11,7 mm (ungefähre Standardabmessungen; genaue Spezifikationen variieren je nach Hersteller). Die Schnittgenauigkeit liegt typischerweise innerhalb von ±0,3 mm.
Zugeschnittene Hülsen und Kappen werden einem Verbindungsabschnitt zugeführt, wo sie vorverriegelt werden: Die Hülse gleitet in die Kappe in eine vorverriegelte Position und hält sie während der Handhabungs- und Abfüllvorgänge als leere Hülsen zusammen. Vorverschlossene Kapseln können von Füllmaschinen zum Befüllen leicht getrennt und nach Abschluss des Befüllvorgangs vollständig verschlossen werden. Der Verbindungsmechanismus verwendet Führungen und Nockenfolger, um den Körper in einer kontrollierten Tiefe in die Kappe zu drücken.
Fertige leere Gelatinekapselhüllen durchlaufen automatische Inspektionssysteme, die mit Kameras und Sensoren ausgestattet sind, die sichtbare Mängel erkennen – Nadellöcher, Doppelwände, Risse, Dellen und Farbabweichungen. Die Ablehnungsraten auf gut gewarteten modernen Leitungen liegen typischerweise darunter 0,5 % . Akzeptierte Schalen werden in Polybeuteln in Pappkartons verpackt und unter kontrollierten Bedingungen gelagert 15–25 °C und 35–65 % relative Luftfeuchtigkeit um die Integrität der Schale während der Haltbarkeitsdauer (normalerweise 3–5 Jahre) aufrechtzuerhalten.
Hartgelatinekapseln werden in standardisierten Größen hergestellt, die jeweils einem definierten Füllvolumen entsprechen. Die Wahl der richtigen Größe ist eine entscheidende Entscheidung bei der Formulierung.
| Kapselgröße | Ungefähres Füllvolumen (ml) | Typisches Füllgewicht (mg) bei einer Dichte von 0,8 g/ml | Allgemeine Anwendungen |
|---|---|---|---|
| 000 | 1.37 | ~1.100 | Hochdosierte Veterinär- und Nutrazeutika |
| 00 | 0.91 | ~730 | Fischöl, Kräuterextrakte |
| 0 | 0.68 | ~545 | Die gebräuchlichste OTC-Ergänzungsgröße |
| 1 | 0.50 | ~400 | Pharmazeutische Rx-Produkte |
| 2 | 0.37 | ~295 | Mitteldosierte Formulierungen |
| 3 | 0.27 | ~215 | Wirksame APIs, pädiatrische Formulierungen |
| 4 | 0.21 | ~165 | Sehr hochwirksame Medikamente |
| 5 | 0.13 | ~105 | Neonatal- und Mikrodosierung |
Daraus werden Weichgelatinekapseln (Softgels) hergestellt Rotationsdüsenverkapselungsverfahren , erfunden von Robert Pauli Scherer im Jahr 1933. Im Gegensatz zur Hartkapselherstellung bildet das Softgel-Verfahren in einem kontinuierlichen Prozess gleichzeitig die Hülle und verkapselt das Füllmaterial.
Eine warme Gelatinemasse (enthält Gelatine, Weichmacher – typischerweise Glycerin und/oder Sorbit in einer Menge von 20–30 % des Trockengewichts der Gelatine – und Wasser) wird auf gekühlte Gießtrommeln ausgebreitet, um typischerweise kontinuierliche Gelatinebänder mit kontrollierter Dicke zu bilden 0,5 bis 1,2 mm dick . Es werden gleichzeitig zwei Bänder gebildet – eines für jede Kapselhälfte.
Die beiden Gelatinebänder werden von gegenüberliegenden Seiten in einen rotierenden Matrizenmechanismus eingeführt, der aus zwei gegenläufig rotierenden Matrizenwalzen besteht. Während die Bänder an den Düsen zusammenlaufen, wird Füllmaterial (Flüssigkeit, Suspension oder Paste) von einer Füllpumpe durch einen keilförmigen Einspritzmechanismus zwischen den Bändern eingespritzt. Die Matrizen stanzen und versiegeln die Gelatine rund um das Füllmaterial mithilfe von Hitze und Druck – typischerweise 37–40°C an der Matrizenoberfläche — und gleichzeitig die Kapsel vom Band abschneiden. Dadurch entsteht in einem Arbeitsgang eine hermetisch verschlossene Kapsel.
Frisch geformte Kapseln enthalten 30–40 % Feuchtigkeit und muss getrocknet werden. Sie werden in Wäschetrockner – große rotierende Trommeln mit klimatisiertem Luftstrom – überführt, wo sie kontinuierlich trocknen 2–4 Stunden um ein Anhaften zu verhindern und eine gleichmäßige Trocknung zu fördern. Die anschließende Schalentrocknung kann noch einige Zeit dauern 24–48 Stunden in kontrollierten Umgebungen, bis die Schale einen Gleichgewichtsfeuchtigkeitsgehalt von ungefähr erreicht 6–10 % w/w .
Die Füllung einer Weichgelatinekapsel muss bei Verarbeitungstemperatur flüssig oder halbfest sein. Zu den Materialien, die mit der Softgel-Füllung nicht kompatibel sind, gehören:
Hydroxypropylmethylcellulose (HPMC)-Kapseln – auch vegetarische oder vegane Kapseln genannt – haben als Alternativen zu Gelatinekapseln erhebliche Marktanteile gewonnen, insbesondere für Produkte, die sich an vegetarische, vegane, Halal- und koschere Verbraucher richten. Der Herstellungsprozess für HPMC-Kapseln verwendet das gleiche Tauchformprinzip, jedoch mit wichtigen Unterschieden.
| Parameter | Gelatinekapsel | HPMC-Kapsel |
|---|---|---|
| Schalenmaterial | Gelatine tierischen Ursprungs | Pflanzliches Cellulosepolymer |
| Auflösungszeit (Magen) | 3–10 Minuten | 15–30 Minuten |
| Feuchtigkeitsempfindlichkeit | Hoch (spröde unter 12 % RH, weich über 65 % RH) | Niedriger – stabiler im gesamten RH-Bereich |
| Kosten pro Einheit | 0,01 $–0,05 $ | 0,03–0,10 $ (ca. 2–3× höher) |
| Kompatibilität der Füllgeschwindigkeit | Hervorragend – läuft auf allen Standardfüllern | Gut – möglicherweise sind Geschwindigkeitsanpassungen erforderlich |
| Vernetzungsrisiko | Ja – Aldehyde und reduzierende Zucker können die Schale vernetzen | Nein – nicht anfällig für Vernetzung |
| Diätetische Eignung | Nicht für Veganer/Vegetarier geeignet | Geeignet für alle Ernährungsvorlieben |
Eine der praktisch bedeutendsten Herausforderungen bei der Herstellung und Formulierung von Gelatinekapseln ist Schalenvernetzung – eine chemische Reaktion, bei der aldehydhaltige Verbindungen (aus Hilfsstoffen, Füllmaterialien oder Verpackungen) mit den Aminogruppen in den Gelatineproteinketten reagieren und kovalente Bindungen bilden, die die Hülle starr und lösungsbeständig machen.
Vernetzte Gelatinehüllen können den anfänglichen Auflösungstest bestehen, danach jedoch versagen 3–6 Monate Lagerung Dies stellt ein ernstes Bioverfügbarkeitsrisiko dar, das oft erst erkannt wird, wenn Stabilitätsstudien bereits in vollem Gange sind. Der zweistufige USP-Auflösungstest wurde speziell für dieses Problem entwickelt: Kapseln, die die Standardauflösungskriterien nicht erfüllen, werden erneut in Gegenwart von Enzymen (Pepsin oder Pankreatin) getestet, um festzustellen, ob eine Vernetzung die Ursache ist.
Zu den bekannten Auslösern der Vernetzung in Gelatinekapselsystemen gehören:
Zu den Minderungsstrategien gehören der Ersatz von Laktose durch nicht reduzierende Zucker (z. B. Mannitol oder mikrokristalline Cellulose), die Verwendung von Trockenmitteln und inerten Headspace-Gasen in der Verpackung, die Auswahl von HPMC-Kapseln für aldehydempfindliche Formulierungen und die Durchführung beschleunigter Stabilitätstests 40 °C/75 % relative Luftfeuchtigkeit für 6 Monate als Standardprotokoll.
Kapselhersteller, die die Pharmaindustrie beliefern, müssen unter diesen Bedingungen agieren cGMP (aktuelle gute Herstellungspraxis) Vorschriften gemäß FDA 21 CFR Teile 210/211 (USA), EudraLex Band 4 (EU) oder gleichwertigen nationalen Richtlinien. Das Qualitätskontrollsystem für die Herstellung von Gelatinekapseln umfasst mehrere Dimensionen:
Über die Standard-Hart- und Weichgelatinekapseln hinaus hat die Kapselindustrie spezielle Varianten entwickelt, um spezifische Anforderungen an die Arzneimittelverabreichung zu erfüllen. Diese Modifikationen werden entweder während der Schalenherstellung oder als Nachbearbeitung vorgenommen.
Standard-Gelatinekapseln lösen sich schnell in Magensäure auf (pH 1–2). Für Arzneimittel, die säurelabil sind oder in den Darm abgegeben werden müssen, werden Gelatinekapseln nach dem Befüllen mit magensaftresistenten Polymeren beschichtet, z Hydroxypropylmethylcellulosephthalat (HPMCP), Celluloseacetatphthalat (CAP) oder Eudragit L100 . Diese Beschichtungen bleiben bei einem pH-Wert im Magen unter 5,0 intakt, lösen sich jedoch bei einem pH-Wert im Darm über 5,5–6,0 auf und ermöglichen so eine gezielte Freisetzung aus dem Darm.
Hartgelatinekapseln können mit flüssigen oder halbfesten Formulierungen gefüllt werden – eine Technologie, die die Einfachheit der Hartkapselherstellung mit den Bioverfügbarkeitsvorteilen verbindet, die traditionell mit Softgels verbunden sind. Flüssige Füllungen für Hartkapseln müssen sein nichtwässrig sein oder weniger als 10 % Wasser enthalten um ein Aufweichen der Schale zu verhindern. Nach dem Befüllen werden die Kapseln durch Banderolieren (ein Gelatineband, das um die Verbindung zwischen Kappe und Körper angebracht wird), Heißsiegeln oder Rotationsschweißen versiegelt. Dieses Format hat sich als besonders nützlich für die Verbesserung der Bioverfügbarkeit von schwerlöslichen Arzneimitteln der BCS-Klassen II und IV durch lipidbasierte Arzneimittelabgabesysteme (LBDDS) erwiesen.
Über HPMC hinaus stehen für spezifische Anwendungen alternative Schalenmaterialien zur Verfügung. Pullulan-Kapseln (hergestellt aus fermentierter Tapioka) bieten hervorragende Sauerstoffbarriereeigenschaften – ungefähre Sauerstoffdurchlässigkeitsraten 10-mal niedriger als Gelatine — dadurch geeignet für stark oxidationsempfindliche Füllmaterialien. Kapseln auf Stärkebasis sind eine weitere tierversuchsfreie Alternative, werden jedoch aufgrund höherer Sprödigkeit und Verarbeitungsschwierigkeiten weniger häufig verwendet.
Die Gelatinekapselhülle selbst wird normalerweise nicht zur Erzielung einer modifizierten Freisetzung verwendet – diese Funktion ist normalerweise in die Füllung integriert (überzogene Pellets, Minitabletten, Granulat mit kontrollierter Freisetzung). Allerdings ist die Gelatinekapsel ein idealer Behälter für die Unterbringung mehrerer Pelletpopulationen mit unterschiedlichen Freisetzungsprofilen. Beispielsweise kann eine Hartgelatinekapsel der Größe 0 eine Mischung aus enthalten Pellets mit sofortiger Freisetzung und 8-Stunden-Retardpellets in einer einzigen Kapsel, wodurch durch einen einfachen Herstellungsschritt ein zweiphasiges Freisetzungsprofil entsteht.
Die leere Gelatinekapselhülle ist nur ein Teil der Geschichte. Der Abfüllprozess – der bei Pharmaherstellern, Auftragsentwicklungs- und Herstellungsorganisationen (CDMOs) oder Compounding-Apotheken durchgeführt wird – ist für die Qualität des Endprodukts gleichermaßen entscheidend.
Industrielle Kapselfüller (von Herstellern wie IMA, Bosch/Syntegon und MG America) arbeiten mit kontinuierlicher oder intermittierender Bewegung. Sie öffnen die vorverriegelten Kapselhüllen, befüllen den Körper mit der Dosis Pulver, Pellets oder Flüssigkeit und schließen und werfen die gefüllte Kapsel anschließend aus. Die Ausbringungsraten für Hochgeschwindigkeitsrotationsfüller reichen von 150.000 bis 500.000 Kapseln pro Stunde . Die Kontrolle von Gewichtsschwankungen wird typischerweise durch automatische Kontrollwaagen erreicht, die Kapseln außerhalb der Spezifikationstoleranz aussortieren ±5 % des Zielfüllgewichts für Pulverfüllungen.
Für die Herstellung kleiner Chargen oder die Herstellung klinischer Studien ermöglichen Kapselfüllplatten (Torpac, Capsule Machine) das manuelle Befüllen 50 bis 300 Kapseln pro Charge . Halbautomatische Tischfüller schließen die Lücke beim Handling 5.000 bis 50.000 Kapseln pro Stunde und sind in kleinen pharmazeutischen Betrieben und Spezial-Compounding-Einrichtungen üblich.
Das Befüllen von Hartgelatinekapseln muss in kontrollierten Umgebungen erfolgen. Der kritischste Parameter ist die relative Luftfeuchtigkeit: Gelatineschalen werden zu spröde, um sie unten zu handhaben 30 % relative Luftfeuchtigkeit und oben zu weich und klebrig 60 % relative Luftfeuchtigkeit . Standardmäßige Abfüllraumbedingungen sind 20–25 °C und 40–55 % relative Luftfeuchtigkeit . In feuchten Klimazonen erfordern Füllräume eine aktive Entfeuchtung mit validierten HVAC-Systemen.
Für Pharmaunternehmen, Nutraceutical-Marken und CDMOs erfordert die Auswahl des richtigen Gelatinekapsellieferanten eine Bewertung in mehreren Dimensionen über den Grundpreis pro tausend Kapseln hinaus.
Ihre E-Mail-Adresse wird nicht veröffentlicht. Erforderliche Felder sind markiert *
Wenn Sie mehr über unsere Produkte erfahren möchten, kontaktieren Sie uns bitte und wir werden unser Bestes tun, um Ihnen zu helfen.

